二氧化碳气体保护焊技术操作规程 二氧化碳气体保护焊
网上有很多关于二氧化碳气体保护焊技术操作规程的问题,也有很多人解答有关二氧化碳气体保护焊的知识,今天艾巴小编为大家整理了关于这方面的知识,让我们一起来看下吧!
内容导航:
一、二氧化碳气体保护焊技术操作规程
CO2气体保护焊操作规程1。准备工作(1)认真熟悉相关焊接图纸,弄清焊接位置和技术要求。(2)焊接前的清洗。CO2焊虽然没有TIG焊严格,但坡口及其两侧的油污、漆层、氧化皮、黑色金属等杂质也要清理干净。(3)检查设备。检查电源线是否损坏;接地线是否可靠;导电嘴是否完好;送丝机构是否正常;极性选择是否正确。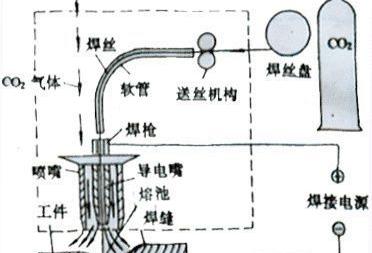
(4)气路检查。CO2气体管道系统包括CO2气瓶、预热器、干燥器、减压阀、电磁阀和流量计。使用前,检查各部件连接处是否漏气,CO2气体是否平稳均匀喷出。焊接工艺一、CO2气体保护焊工艺参数包括焊接电流、电弧电压、焊丝直径、焊丝伸出长度、气体流量等。还包括短路过渡焊接时短路电流的峰值和短路电流的上升速度。
(1)当焊接电流和电弧电压短路过渡时,焊接电流和电弧电压呈周期性变化。电流和电压表上的数值都是它们的有效值,不是瞬时值,一定的线径有一定的电流调节范围。(2)焊丝的伸出长度是从导向电极的端面到工件的距离。由于CO2焊使用的焊丝较细,焊接电流流过此段产生的电阻热对焊接过程影响较大。生产经验表明,合适的延伸长度应为
二、是焊丝直径的10 ~ 20倍,一般在5 ~ 15mm范围内。(1)当气体流量较低时,气体流量通常为5 ~ 15l/min;电流较大时,气体流量通常为10 ~ 20L/min,但流量越大,保护效果越好。当气体流速过大时,由于保护气体流的湍流增加,外部空气将被吸入焊接区。(2)电源极性CO2气体保护焊一般采用DC反接,飞溅小,电弧稳定,成形好。二氧化碳气体保护焊的操作禁忌
(3) CO2焊不允许使用普通H08A焊丝。CO2是一种活性气体,在电弧的高温作用下分解原子氧。它具有强氧化性,能燃烧焊缝中大量的合金元素,同时还能增加飞溅和气孔倾向。而普通H08A焊丝只含有少量的合金元素,无法弥补焊缝中被烧毁的合金元素,焊缝的力学性能降低。
因此,在CO2焊中,应选择含有足够的锰、硅等脱元素的焊丝,以减少金属飞溅,保证焊缝的高机械性能和抗裂性。
(4)焊丝中硅和锰的含量不宜过高。CO2焊常采用硅锰复合脱氧,效果极佳。而焊丝中加入的Mn、Si元素在焊接过程中部分氧化挥发,部分被FeO脱氧消耗;其中一部分作为补充合金元素留在焊缝中,因此要求焊丝中含有足够的适当比例的Si和Mn。如果Si和Mn含量过高,会降低焊缝金属的塑性和冲击韧性,降低焊缝的力学性能。
(5)大颗粒的熔滴过渡不适合5)CO2焊接。当焊丝直径大于1.6mm,电流小于400A时,熔滴是大颗粒的熔滴过渡,其大小不仅由表面张力和重力的平衡决定。CO2气体在高温分解时,吸收大量电弧热量,对电弧产生冷却作用,使电弧收缩,增大电弧电场,迫使电弧集中在熔滴下部,熔滴在较大的点压作用下被迫向上弯曲,形成非轴向过渡,如图2-5所示。
这种大型非轴向过渡熔滴飞溅大,电弧不稳定,焊缝成形差,不适合实际生产。
二、二氧化碳保护焊与普通电焊有什么区别?
二氧化碳气体保护焊与普通焊接的区别有三点一、二氧化碳气体保护焊的定义不同1、二氧化碳气体保护焊的定义:二氧化碳气体保护焊是焊接方法之一,它是用二氧化碳气体作为保护气体进行焊接。2、普通电焊的定义:是指利用电能,通过加热或加压,或加热和加压,并使用或不使用填充材料来实现焊件原子结合的焊接方法。二、它们的操作复杂性不同:
1、 CO2气体保护焊操作复杂性:应用简单,适用于自动焊和全向焊。焊接时应无风,适合室内操作。2、普通电焊操作复杂:比较复杂。根据焊接时加热和压力条件的不同,普通电焊的焊接方式通常分为熔焊、压焊和钎焊三种。三、它们有不同的原理:
1、 CO2保护电弧焊原理:CO2保护电弧焊(简称CO2保护电弧焊)采用CO2气体作为保护气体。由于CO2气体热物理性质的特殊影响,使用常规焊接电源时,无法在焊丝端部形成熔融金属的平衡轴向自由过渡,通常需要使用短路和熔滴缩口来爆炸。所以相对于MIG焊的自由过渡,飞溅更多。
但是,如果使用高质量的焊机,并且参数选择得当,可以获得非常稳定的焊接过程,并且可以最大限度地减少飞溅。由于使用的保护气体价格低廉,采用短路过渡时焊缝成形良好,使用含脱氧剂的焊丝可获得无内部缺陷的高质量焊接接头。因此,这种焊接方法已成为黑色金属材料最重要的焊接方法之一。
2、普通电焊原理:用常用的220V或380V的电压,通过电焊机内的变压器降低电压,增强电流,电能产生巨大的电弧热量熔化焊条和钢,而焊条熔化使钢之间的熔合更高。电弧焊是应用最广泛的焊接方法,包括手工电弧焊、埋弧焊、钨极气体保护焊、等离子弧焊、金属气体保护焊等。由于电弧焊使用电源,其产生的高温电弧容易引起火灾和爆炸,危险性较大。
以上就是关于二氧化碳气体保护焊技术操作规程的知识,后面我们会继续为大家整理关于二氧化碳气体保护焊的知识,希望能够帮助到大家!
推荐阅读
- 二人麻将打法技巧,迅速如何掌握二人麻将技巧
- 故宫门票多少钱一张2021,故宫门票多少钱
- 如何删除微信中的表情包,微信如何删除自己保存的表情
- dnf已经有红字的怎么把红字洗掉,dnf已经洗出红字的装备怎么洗掉
- 海蛏子的家常做法,海蛏子的做法大全
- 微信聊天记录怎么恢复吗,微信聊天记录怎么恢复方法:
- qq飞车帧数如何能锁,QQ飞车帧数如何修改
- 1盎司相当于多少克黄金,盎司等于多少克及一盎司黄金等于多少克
- 怎么恢复路由器出厂,怎样恢复路由器出厂设置
- 触手tvlogo怎么买,如何录制触手TV文章
- 藏语常用问候语及礼貌语 旅行必备
- 腾讯文章的会员怎么取消自动续费,腾讯文章VIP会员怎么取消自动续费设置
- 支付宝绑定银行卡与银行预留手机号不符,支付宝绑定银行卡提示与预留手机号码不一致
- 如何饲养土狗,饲养土狗的实用方法
- 重装机兵最终明奇1.92红狼怎么加入,重装机兵最终明奇1.92攻略
- 华为云电脑是什么,怎么用
- 关山牧场住宿攻略,关山牧场出游攻略
- dnf云上长安搬砖攻略,DNF暗之血迹套装攻略
- 电脑双引号怎么打出来是反的,电脑双引号怎么打
- 生育津贴怎么查询进度 网上查询,生育津贴怎么查询